Share
Pin
Tweet
Send
Share
Send
Benodigde materialen
Voordat u met de fabricage van de pers begint, moet u het volgende kopen of in de opslaglocaties vinden:
- stalen vierkante buis 50x50 mm;
- stalen hoek 40x40 mm;
- stalen strip 40x4 mm;
- stalen plaat 10 mm;
- stalen plaat 4 mm;
- 5 t fles jack;
- 2 spiraalveren voor een trampoline;
- 2 J-vormige bouten met moeren;
- 12 M10 bouten van 60 mm met moeren;
- 2 bouten M10 x 80 mm met moeren;
- 2 M10-bouten voor een inbussleutel van 30 mm lang;
- 4 M8-bouten voor een 16 mm inbussleutel;
- 2 bouten M10 bij 16 mm;
- 4 bouten M6 16 mm;
- 1 x 30 mm M10-bout voor inbussleutel
- kous met een hak.
Het productieproces van een hydraulische pers uit een krik

Snijd eerst 2 werkstukken uit een vierkante buis. Ze zullen verder worden gebruikt als het hoofdrek van de machine. Hun lengte werd gekozen voor de parameters van de jack. Ik heb 66 cm en maak ook meteen benen vanuit de hoek. Om hun stabiliteit te garanderen, is een lengte van 30 cm voldoende.

Ik leg de hoek op met behulp van een kernmarkering voor het boren, waarna ik 2 gaten voor de M10-bouten maak. Ik plaats de hoek op een vierkante buis en gelijk deze op 90 graden om markeringen te maken voor het boren. Ik maak een doorgaand gat door beide muren van het plein. Nu verbind ik de buis en de hoek met lange bouten en moeren.

Nadat de rekken klaar zijn, snijd ik twee stukken uit een hoek van 40 cm lang, die zullen worden gebruikt als de bovenste versterkte stop voor de krik. Ik leg ze een voor een op hun plaats en plaats de markeringen voor het boren. Eerst maak ik gaten in de hoeken, daarna boor ik ook een vierkant.

Ik plaats 2 M10-bouten aan elke kant. Ik trek het rek en beide hoeken samen.

Van de bestaande dikke stalen plaat sneed ik een rechthoekig werkstuk van ongeveer 80 bij 13 cm.De zuiger van de krik zal er tegenaan liggen. Nu draai ik het rek zodat de dwarse hoeken zich onderaan bevinden. Ik leg de plaat eroverheen en boor in het midden.



Om te voorkomen dat de cilinder van de ram slipt onder belasting, is een stop vereist. Snijd hiervoor een ander bord uit, maar iets kleiner. Gebruik hiervoor een dunne plaat van 4 mm. Ik maak er gaten in en verplaats ze van een groot bord. Ook in het midden met een frees kies ik een gat met een grote diameter, inclusief de hiel van de zuiger van de krik. Om geen noten te gebruiken, snijd ik de draden in een dunne plaat. Nu leg ik beide platen op de steun vanuit de hoeken en draai ik alles met M10-bouten (30 mm lang met een kop voor een inbussleutel).


Nu maak ik een glijdende steun om de onderkant van de krik vast te zetten. Er zullen geen zware lasten op worden uitgeoefend, dus besloot ik er een stalen strip van te maken.


Om te beginnen sneed ik twee spaties van 16 cm lang en maakte ik twee dwarse markeringen op een afstand van 5,4 en 10,8 cm van een van de randen. Nadat ik een wigvormige snede heb gemaakt met een grinder, maar ik snijd niet tot het einde. Door de resulterende groef buig ik de strip, waardoor ik een U-vormig profiel krijg dat gemakkelijk langs het machinerek glijdt.

Nadat ik het profiel op het rek had aangebracht, meet ik de afstand tussen hen, terwijl ik de tolerantie 4 mm neem. Ik breng de afmetingen over op de stalen strip. De lengte moet 8 cm langer zijn. Ik maak een markering, nadat ik 4 cm eerder van de rand was afgestapt, daarna sneed ik de wigvormige groeven van de molen op dezelfde manier. Ik buig de verkregen staarten aan de randen van de strip tot 90 graden.
Nu moet u de uit de strip verkregen spaties verbinden. Boor eerst gaten in de staarten en knip onmiddellijk de draden erin om later geen moeren te gebruiken. Ik maak ook gaten in het U-vormige profiel en verbind alles met M8-bouten met de 16 mm zeskantige kop.



Vervolgens neem ik een stalen plaat met een doorsnede van 4 mm en plaats de onderkant van de krik erop en trek eromheen, maak toleranties en snijd deze af. Ik probeer de verkregen blank in het midden van de onderste steun gemaakt van een stalen strip. Maak 2 gaten en knip de draad af. Ik verbind de plaat en het rek, na het afsnijden van de extra lengte van de bouten.





Ik maak vier gaten in de onderkant van de krik. Daarna leg ik het op de onderste stopplaat, markeer en boor. Ik heb ook de draad afgesneden.




In het midden van de plaat maakt de kriksteun een doorgaand gat. Nadat ik het gedeeltelijk onder de kop van de M10-bout heb uitgezet, maar ik boor er niet door, alleen om de hoed te verdrinken.


Op een stalen strip met geleidingsprofielen trek ik me een paar centimeter terug van de basisplaat door het gat. In de toekomst zijn ze nuttig voor het vastzetten van de veren.

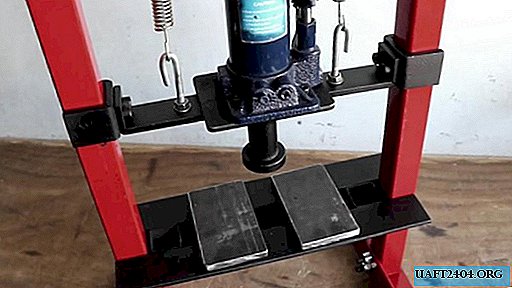
Ik begin het beweegbare deel van de machine te monteren. Eerst schroef ik de M10-bout in het centrale gat van de plaat met een inbussleutel. Zijn hoofd is volledig verborgen. Ik zet de krik erop en bevestig hem met kleine bouten, ook onder de inbussleutel. Ik steek J-vormige bouten in de zijgaten in de strip. Draai ze vast met twee moeren.


Nu, op de bovenste aanslag van de machine, tegenover de J-vormige bouten, maak ik dwars door gaten door beide hoeken. Ik breng de bouten in en verbind ze met veren met J-haken.





Ik neem weer een stalen hoek en snijd 2 stukken van elk 40 cm af. Ze worden gebruikt als standaard voor de locatie van de geperste werkstukken. Ik zal het controleren op dezelfde manier die ik heb gebruikt bij het bevestigen van de bovenste stop van de krik. Om stijfheid toe te voegen, maakte hij 2 inzetstukken uit segmenten van een vierkante pijp, ook laten ze het platform niet kromtrekken en vallen tijdens het verplaatsen.


Nu de laatste fase. Ik neem een stalen staaf met een hak en snijd op de gewenste lengte.


Ik maak een gat voor de M10-bout aan het uiteinde. Ik snijd de draad en schroef de stang op de bout die eerder in het midden van de onderste stop van de krik was geschroefd.




Het blijft alleen om doorgaande gaten in de rekken te maken om de hoogte van het platform te kunnen aanpassen aan de noodzakelijke parameters van de werkstukken. Ik heb er tot nu toe slechts een paar gedaan, in de toekomst zal ik boren als dat nodig is.



U kunt beginnen met testen. De standaard jack-handgreep is niet comfortabel, dus heb ik hem vervangen door een langere buis.

Ter bescherming tegen corrosie schilderde hij alles in rood en zwart.

Bij de montage heb ik geweigerd om te lassen, omdat het belangrijk is om de juiste hoeken in acht te nemen. Bij het lassen kan het onderdeel opzij komen. Zoals u weet - scheeftrekking, druk en lassen zijn niet compatibel. Het grote voordeel van het ontwerp is dat ik de krik indien nodig altijd kan verwijderen en terugplaatsen.




Bekijk de video van het productieproces
Share
Pin
Tweet
Send
Share
Send